The decision to invest in a food packaging cartoning machine rarely comes from a brochure. It usually comes from a moment: a rejected batch from a retail buyer because ten percent of the cartons had crooked flaps, or a shift where three workers called in sick and the production line sat idle for two hours because there was nobody left to close boxes. Food manufacturers who have operated manual packaging stations long enough know exactly what that moment feels like — and they know that the next time it happens, the cost will be higher. This guide is for the operations and purchasing decision-makers at those manufacturers: what a food packaging cartoning machine actually does, how to match the machine type to your product, and what to confirm before committing to a purchase.
What a Food Packaging Cartoning Machine Does
The Three Steps Every Cartoner Handles
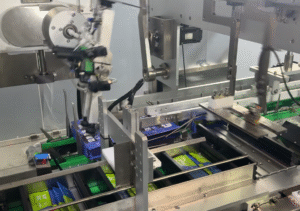
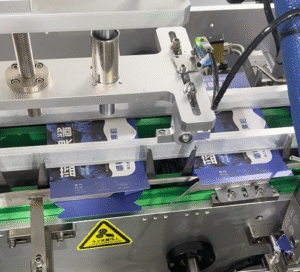
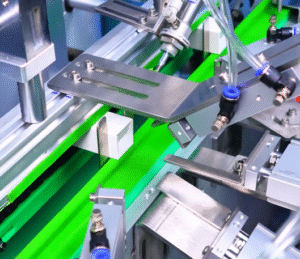
Regardless of product type — whether you are packaging individually wrapped snack bars, portion-controlled sauce sachets, or multi-piece bakery items — a food packaging cartoning machine performs the same three core functions automatically. First, it erects a flat carton blank into a formed box, opening the structure so the product can enter. Second, it loads the product into the open box through a controlled pushing mechanism that positions the product correctly relative to the carton’s internal geometry. Third, it closes the carton — tucking end flaps, applying glue, or engaging a snap-lock bottom depending on the box style — and transfers the sealed unit to the outfeed conveyor.
These three steps replace the work of three to five manual workers at a packaging station. The operator’s only remaining role is to place the product — or a pre-arranged product tray — into the machine’s infeed channel. From that point, the machine handles everything through to the sealed carton exit.

Why the “Manual Station” Baseline Matters
Many food manufacturers underestimate the true cost of their manual packaging stations because the cost is distributed across multiple line items: base wages, benefits, turnover, training, and the hidden cost of inconsistency. A worker who has been closing tuck-end boxes for eighteen months does it well. A temporary hire in their first week does it badly — and the cartons that come off that station reflect the difference. When the cost of rework, retail returns, and brand complaints is added to the direct payroll cost, the real expense of running a manual cartoning station is almost always higher than the annual depreciation cost of the machine that would replace it.
Matching the Machine Type to Your Food Product
Products in Rigid Trays or Fixed-Count Arrays
The most mechanically straightforward category for a food packaging cartoning machine is a product that arrives at the cartoning station already arranged in a fixed-count array inside a rigid tray: eight bakery portions in a tray, twelve chocolate pieces in a thermoformed insert, six sauce packets arranged in two rows. The tray geometry is consistent, the count is fixed, and the infeed dimension does not vary. For this product type, a standard end-load cartoner with a tray pusher configuration is the correct match. The operator or upstream conveyor delivers the tray to the infeed; the pusher advances it into the open box; the machine closes both end flaps.
Individually Wrapped or Film-Sealed Products
Energy bars, individually wrapped cakes, sealed condiment sachets, and similar film-wrapped single units present a specific challenge for any food packaging cartoning machine: controlled accumulation. The machine must automatically gather the exact count of units per box, arrange them in consistent alignment, and insert them as a group — all without damaging the primary film packaging. For this product category, a lane-based accumulation conveyor can be integrated at the infeed to complete product grouping automatically, eliminating manual counting and pre-loading. UBL will plan the full upstream and downstream line integration based on your specific packaging requirements — including infeed configuration, count per box, and connection to the primary packaging line upstream.
Stick-Pack and Sachet Products: Coffee Sticks, Pet Treat Strips, and Portion Sachets
Stick-pack and strip products — single-serve coffee sticks, pet treat strips, sugar sticks, portion sauce sachets — are among the most common infeed formats in food and pet product manufacturing. Manual loading for these products is inherently speed-limited: workers can typically sustain 20 to 30 sticks per minute before fatigue and miscounting become factors. When order volumes push daily output requirements above that threshold, manual infeed becomes the production bottleneck.
For fully automated operation, a disordered-feed sorting machine (unscrambler) can be connected at the infeed upstream of the food packaging cartoning machine. The unscrambler accepts randomly oriented sticks or sachets from a bulk hopper, counts them to the required quantity, and delivers them in a regulated, oriented flow directly to the cartoning machine’s infeed channel — eliminating manual loading entirely. Operating speed for this configuration typically falls in the range of 40 to 120 cartons per minute; for most domestic food manufacturers, a sustained rate of around 60 cartons per minute represents the practical sweet spot between line investment and output demand. The specific speed target depends on the stick or sachet dimensions, the count per box, and the upstream primary packaging output rate. UBL will plan the full infeed-to-outfeed line configuration based on your product format and throughput requirements.
Click to watch: UBL provides cartoning solutions for the food industry
Products Requiring a Specific Orientation at Shelf
For food products where the carton’s window panel or the label orientation must align precisely with the product’s face — frozen bakery items where the product must be visible through the window, or premium gift-format chocolates where product orientation is part of the presentation — the machine’s pusher geometry and insertion guide must be matched to the product’s dimensional tolerance. This is not a limitation unique to automated cartoning; manual workers performing the same task make the same orientation errors, but more slowly and less consistently. A correctly configured food packaging cartoning machine achieves more consistent orientation repeatability than a manual station because the insertion path is mechanical and does not vary with operator fatigue.
Choosing the Right Carton Format for Your Line
Tuck-End Box: The Standard for Food Retail
The tuck-end box — a carton with two flaps on each end that fold and tuck to close — is the default format for food retail packaging in the bakery, confectionery, and dry snack segments. It is the format that most food manufacturers already use. A food packaging cartoning machine configured for tuck-end cartons handles this format at full production speed without adhesive application, making it both mechanically simpler and faster to change over between SKUs. The tradeoff is that tuck-end closure provides a lower tamper-resistance level than glue-sealed formats — which is acceptable for most dry food categories but may not satisfy the requirements of fresh or refrigerated products under certain retail specifications.
Glue-Seal Box: For Higher Integrity Requirements
Glue-sealed cartons are standard in fresh food, high-humidity cold-chain products, and products where the retail buyer’s specification requires a tamper-evident closure. The machine applies a hot-melt adhesive bead to the flap before closing, creating a bond that cannot be opened and re-closed without visible damage. Food manufacturers switching from tuck-end to glue-seal formats for a specific retail channel should confirm that the cartoning machine they are evaluating supports hot-melt integration — not all standard tuck-end machines can be upgraded to glue-seal without replacing the closing module.
Snap-Lock Bottom Box: For Products with Weight
Products with significant bottom-load requirements — glass sauce jars, multi-piece confectionery sets, canned goods in retail cartons — often use a snap-lock bottom box where the base is mechanically locked before the product is inserted. This prevents the bottom from opening under product weight during transit and retail stacking. A food packaging cartoning machine handling snap-lock bottom formats requires a dedicated bottom-forming module in addition to the top-close function. The machine sequence is different: bottom formed first, product inserted through the top opening, top flap closed last. If your current product uses this box style, confirm the machine’s sequence before purchase.
Speed, Capacity, and Line Integration
How to Calculate the Speed You Actually Need
The cartoning machine’s rated speed must match — not exceed — the upstream feed rate from your production or primary packaging line. Running a machine faster than the upstream feed produces idle cycles without increasing output. A useful planning formula: divide your target daily carton output by your net productive hours per shift (typically 6 to 7 hours after accounting for changeovers, breaks, and minor stoppages), then divide by the number of production shifts. That number is your required sustained cartons-per-minute throughput. UBL’s standard food packaging cartoning machines operate in the range of 20 to 120 cartons per minute depending on configuration. Most food manufacturing SMEs find that a 30 to 50 cartons-per-minute configuration covers their current demand and provides headroom for growth.
Upstream and Downstream Integration
A food packaging cartoning machine is not a standalone island. Its infeed must receive product from an upstream source — a primary packaging line, a tray conveyor, or a manual accumulation table — and its outfeed must deliver sealed cartons to a downstream stage: labeling, case packing, cold-chain wrapping, or palletizing. Before specifying a cartoning machine, map the physical space between the upstream exit point and the downstream entry point, note the belt height and transfer elevation at each interface, and confirm that the machine’s infeed and outfeed conveyor heights are compatible with your existing line layout. UBL’s installation team handles this mapping as part of the pre-sale technical review and provides an AB layout plan for facilities where space is constrained.
Changeover Time Between SKUs
Food manufacturers running multiple SKUs on a single packaging line need to account for changeover time as a real production cost. A five-product range with three format changes per week means 150+ changeover events per year. A cartoning machine that requires 45 minutes per changeover converts that schedule into 112 hours of lost production annually. UBL’s food packaging cartoning machines are designed for format changeover in under 10 minutes for dimension adjustments within the same box style — the operator adjusts the guide width mechanically using the handwheels on the forming and closing modules, with settings stored in the HMI for instant recall. SKU-to-SKU changeover for a food manufacturer running four or five standard formats can be completed between shifts without disrupting the production schedule.

ROI for Food Manufacturers: Where the Numbers Come From
The Direct Labor Reduction
The most immediate financial impact of deploying a food packaging cartoning machine is the reduction of direct headcount at the packaging station. A station that previously required three workers for box opening, product loading, and flap closing becomes a one-operator station where the single remaining worker manages the product infeed. For a food manufacturer running two production shifts, that is four fewer packaging worker positions on the payroll. Across a full year, the combined wage and overhead savings from those four positions will typically recover the machine’s purchase price within ten to sixteen months depending on the regional labor cost level and the number of shifts the machine runs.
The Indirect Benefits That Don’t Show on the Payroll Line
Three indirect benefits are frequently underweighted in pre-purchase ROI calculations for food packaging equipment. First: reduced rework. A manual packaging station generating a two percent carton defect rate — crooked flaps, misaligned windows, partially open tucks — produces defects that either require manual correction or become retail returns. A correctly calibrated cartoning machine reduces the carton defect rate to below 0.5 percent through consistent mechanical closing force on every cycle. Second: reduced retail buyer risk. Consistent carton appearance across every production batch reduces the frequency of quality complaints from retail buyers, which reduces the risk of volume reductions or de-listing. Third: labor availability independence. A food manufacturer running a manual station is operationally dependent on having the right number of trained workers present on every shift. A machine does not call in sick, does not leave for a higher-paying position, and does not need to be retrained after a holiday break.
How UBL Supports the Purchase Decision
UBL’s process for food packaging cartoning machine selection begins with a product review: the client sends a product sample and a carton blank sample to UBL’s facility. The engineering team runs a test cycle on the relevant machine configuration and provides video documentation of the output — carton closing quality, cycle speed, insertion consistency, and any format adjustments required. This test run is provided before purchase and gives the buyer a concrete visual reference for what their line will look like after installation.
Standard machine configurations are available for next-business-day dispatch after contract signing. For food manufacturers with non-standard carton dimensions, specific hygiene rating requirements, or integration needs from an existing production line, UBL’s engineering team prepares a custom configuration proposal within three months of design confirmation. Installation and commissioning are included in the purchase price. Operator training — covering HMI operation, infeed procedure, and basic troubleshooting for the most common carton jam causes — takes approximately two hours and leaves the operator able to run the machine independently within two to three production shifts. For more detail on keeping your line running, see the cartoning machine maintenance schedule.
For real-world performance data, see how a food processor deployed a high-speed cartoner in this food processing cartoning case study, or review how a bakery line achieved full automation in the cake cartoning machine deployment guide. If you are still weighing whether a cartoner is the right format for your product, the cartoning machine vs flow wrapper comparison covers the key decision criteria. For questions on carton blank selection, the tuck-end vs snap-lock bottom carton format guide covers the structural differences and which product types each format suits.
To discuss your product format, carton specification, output targets, and line integration requirements, contact the UBL team at helen@huanlianauto.com or visit ublpackaging.com.






5 responses