The decision to upgrade a food packaging line from manual operation to full automation rarely happens overnight. It begins when a production manager realizes that the line can produce more product than it can package, and that the gap between primary output and secondary packaging capacity is costing the business in overtime wages, missed delivery dates, and inconsistent packaging quality. A frozen dumpling line folding boxes by hand at one end and sealing cartons at the other, a bakery where the midpoint between the oven and the shipping dock requires eight workers to fold, load, and close boxes, or a confectionery facility where the packaging line is the reason the plant cannot take on an additional retail customer without adding a second shift. Food manufacturers who have reached this point know that standalone automation of a single station is not enough. The solution is a fully integrated food packaging line where every step from folding to cartoning to case packing operates as a single continuous system.
This article is for operations and purchasing decision-makers who are considering upgrading their food packaging line from manual or semi-automated operation to a fully automated secondary packaging line. It covers the components of an automated line, how they integrate, what food manufacturers should expect during the upgrade process, and what the ROI looks like when all stations are automated together rather than one at a time.
What a Fully Automated Food Packaging Line Looks Like
A fully automated food secondary packaging line consists of four integrated stations that handle every step between the primary packaging output and the finished, case-packed product. The first station is the carton folding machine, which takes flat blanks from a magazine and erects them into formed boxes. The second station is the product infeed and accumulation system, which receives sealed product from the upstream primary packaging line and groups it into the correct count per carton. The third station is the cartoning machine, which loads the grouped product into the formed box and closes the carton. The fourth station is the case packing or palletizing system, which packs the sealed cartons into shipping cases and prepares them for distribution.
Between each station, conveyor systems transfer the product or carton from one machine to the next without manual handling. Sensors at each transfer point detect whether the product is present and correctly positioned, stopping the line only when an actual fault occurs rather than continuing to process defective product. The entire line is controlled from a central HMI that displays the status of every station, the current production rate, and any active alarms.
For food manufacturers who currently operate separate manual stations for folding, loading, and closing, the difference is structural. A manual line requires workers at each station to handle the product and pass it to the next station. An automated line requires workers only at the infeed and outfeed points, with the intermediate handling performed by the machines.

Line Components and Their Speeds
The folding machine is the entry point of the automated line. UBL carton folding machines handle snap-lock bottom boxes at 40 to 60 boxes per minute, tuck-end boxes at 40 to 60 boxes per minute, and two-piece rigid boxes at 30 to 40 boxes per minute. The folding machine speed must be matched to the cartoning machine speed to ensure consistent flow. The product infeed and accumulation system receives sealed product from the upstream line and groups it into carton quantities. The infeed system design depends on the product type: tray-packed products use a lane-based conveyor, individually wrapped products use a counting and grouping system, and pouched products use an unscrambling infeed.
The cartoning machine loads the grouped product into the formed box and closes the carton. UBL cartoning machines operate at 30 to 120 cartons per minute depending on configuration. The cartoning machine is the centerpiece of the line and its speed determines the overall line throughput. The case packing system receives sealed cartons from the cartoning machine and packs them into shipping cases. Case packing can be configured for manual or automatic operation depending on volume. At lower volumes, a manual case-packing station at the line outfeed is adequate. At higher volumes, an automatic case packer matches the cartoning machine output.
For food manufacturers already using a carton folding machine as a standalone unit, the integration into a full line requires matching the folding machine speed to the cartoning machine input. UBL provides the conveyor interface and control integration as part of the line installation package.
Food Industry Integration Examples
In the frozen food category, a typical automated line configuration starts with a UBL snap-lock bottom carton folding machine at 50 boxes per minute feeding into a UBL cartoning machine. The folding machine erects trays into formed boxes and transfers them to the cartoning machine blank infeed. The product infeed system receives individually wrapped frozen dumplings or fish fillets from the upstream freezing line, groups them into the correct count per box, and transfers them to the cartoning machine loading station. The cartoning machine loads the product into the formed box and closes the carton. The sealed cartons exit onto a conveyor that feeds the downstream case-packing station.
In the bakery and confectionery category, the line configuration is similar but uses tuck-end carton folding and cartoning machines. The product infeed system receives flow-wrapped cookies or individually wrapped chocolate pieces and groups them by count. The folding machine supplies formed tuck-end boxes to the cartoning machine. The cartoning machine loads the grouped product and closes the carton by tucking both end flaps. The sealed cartons transfer to a labeling station that applies retail barcode labels before case packing.
In the premium food category, two-piece rigid box folding machines operate at lower speeds but deliver the presentation quality that premium chocolate and gift food products require. The line configuration includes a rigid box folding machine, a manual or semi-automatic product loading station where workers place the product into the formed box, and a carton closing station. The lower speed of the rigid box line is offset by the higher margin of the products it packages.
For each food category, the food packaging cartoning machine selection guide provides detailed guidance on matching the machine type to the product category and volume requirements.

ROI of Full-Line Automation vs. Step-by-Step Automation
Food manufacturers considering automation face a choice between automating all stations at once or adding machines one at a time over a longer period. The step-by-step approach has the advantage of spreading the investment across multiple budget cycles and allowing the facility to learn each machine before adding the next. The full-line approach has the advantage of achieving maximum labor savings and throughput improvement from the first day of operation.
The ROI calculation for a fully automated line includes labor savings from all four stations: the folding station, the product loading station, the carton closing station, and the case-packing station. A manual line operating across two shifts with six to ten workers at these stations can reduce to two to three operators per shift after full automation. At ,000 to ,000 per worker including benefits, the annual labor saving ranges from ,000 to ,000 depending on the number of workers removed.
The total investment for a full line including folding machine, product infeed, cartoning machine, and case packer is higher than a single machine, but the payback period is often shorter because the labor savings are proportionally larger. UBL provides a documented ROI calculation for the full line and for individual machines, allowing manufacturers to compare the payback of each approach. The cartoning machine cost guide discusses the cost structure for individual machines and helps frame the overall line investment.
Implementation Timeline and Process
The food packaging line upgrade from manual to automated operation follows a standard implementation timeline. The evaluation phase begins with a product and carton format review, where UBL’s team reviews the product dimensions, carton specifications, and output requirements. This is followed by a sample trial where the customer sends product and carton samples for a live test run. The test verifies machine compatibility and provides documented performance data for the line design.
The design phase produces a line layout plan that shows the physical arrangement of the machines, the conveyor connections, and the operator positions. The layout plan is reviewed with the customer to confirm clearances, access points for maintenance, and integration with existing upstream and downstream equipment. The manufacturing phase produces the machines and configures them to the customer specifications. Standard machines ship within one business day. Custom machines typically ship within three months.
The installation and commissioning phase is completed on-site within one to two weeks for a full line. During this phase, UBL installation team positions the machines, connects the conveyors, integrates the control systems, and runs the line through its full production sequence. Operator training is conducted during commissioning, with a standard two-hour session per machine that covers HMI operation, infeed procedure, routine maintenance, and troubleshooting.
Quality and Consistency Across the Line
The advantage of a fully automated food packaging line is not limited to labor savings. The line produces consistent output quality at every station because each machine applies the same mechanical action to every product unit. The folding machine produces consistently formed boxes. The infeed system groups product consistently. The cartoning machine loads and closes consistently. The case packer packs consistently. This consistency chain means that the finished case leaving the line has the same quality characteristics as every other case produced on the same shift.
For food manufacturers operating under food safety audit frameworks, the documented consistency of an automated line provides audit evidence that the packaging process is under control. Each machine includes sensors that verify correct operation and stop the line if a fault is detected. The central HMI records production data including output rate, downtime events, and alarm history, providing a complete record of the line’s operation for each production shift.

Common Questions About Food Packaging Line Upgrades
Can I add machines to an existing line one at a time?
Yes. UBL machines are designed for step-by-step integration. Many manufacturers start with a folding machine, add a cartoning machine in the following budget cycle, and add a case packer later. The machines are designed to work standalone or as part of an integrated line.
How much floor space does a full line require?
A full folding-to-case-packing line requires approximately 30 to 50 square meters depending on the machine sizes and conveyor lengths. UBL provides a layout plan during the pre-sale review that confirms the line fits the available space.
How many operators are needed for a full line?
A fully automated line with folding, infeed, cartoning, and case packing typically requires two to three operators per shift: one at the product infeed, one at the case-packing outfeed, and one roving operator for magazine reloads and line monitoring.
Can the line handle multiple product SKUs?
Yes. The folding machine and cartoning machine support format changeover in under ten minutes for dimension adjustments. The HMI stores recipe settings for each SKU, and the operator selects the SKU from the menu to initiate the changeover sequence.
What is the typical payback period for a full line?
For a food manufacturer operating two shifts, the payback period for a full automated line typically falls between 12 and 18 months, depending on the number of workers replaced and the local labor cost level. Three-shift operations can see payback in under 12 months.
How to Start Your Food Packaging Line Upgrade
The first step is a product and carton format review with UBL team. Send your product samples and carton blanks to UBL’s facility for a trial run on the relevant machine configurations. The team provides video documentation of the test results, a line layout plan, and a documented ROI calculation based on your labor cost structure and output requirements. The evaluation is provided at no cost and does not require a purchase commitment.
Standard machine configurations are available for next-business-day dispatch after contract signing. Custom configurations for non-standard carton dimensions or specific line integration requirements are typically available within three months of design confirmation. Installation, commissioning, on-site operator training, and a one-year warranty are included in the purchase price.
To discuss your food packaging line upgrade requirements, carton format, and output targets, contact the UBL team at helen@huanlianauto.com or visit ublpackaging.com.
Food Industry Case Study: Full-Line Upgrade
A mid-size frozen food manufacturer in Southeast Asia producing frozen dumplings and spring rolls was operating a manual secondary packaging line with twelve workers across two shifts. The line had four manual stations: three workers folding snap-lock bottom cartons, four workers loading sealed product trays into the formed boxes, three workers closing and sealing the cartons, and two workers packing the sealed cartons into shipping cases. The line produced approximately 15,000 cartons per day, and the manual stations required constant supervision to maintain output quality and throughput.
The manufacturer upgraded to a fully automated line consisting of a UBL snap-lock bottom carton folding machine at 50 boxes per minute, a product infeed accumulation system that received trays from the freezing line and grouped them into carton quantities, a UBL cartoning machine that loaded and closed the cartons, and a manual case-packing station at the line outfeed. The line required three operators per shift: one at the product infeed, one at the case-packing outfeed, and one roving operator. The total labor was reduced from twelve workers to six across two shifts. The six workers removed from the packaging line were redeployed to upstream production and quality inspection roles.
The throughput of the automated line was consistent at 40 to 45 cartons per minute, compared to the manual line average of 18 to 22 cartons per minute. The defect rate dropped from approximately 2 percent on the manual line to below 0.3 percent on the automated line. The manufacturer reported that the line achieved its projected payback of 14 months and that the automated line produced more cartons in a single shift than the manual line produced in a shift and a half.
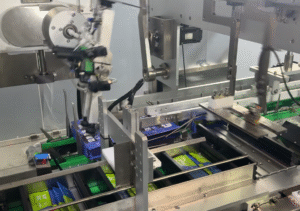
Click to view UBL on-site factory footage for food industry clients
Line Design Considerations for Food Manufacturers
Several factors specific to food manufacturing affect the design of an automated packaging line. The first is hygiene. Machines installed in food production areas must meet sanitary design standards: smooth surfaces that resist product accumulation, accessible areas for cleaning, and materials that do not corrode or degrade under normal production conditions. UBL machines are built with stainless-steel construction that meets food-grade hygiene requirements, and the line layout plan includes access points for cleaning and maintenance.
The second factor is allergen segregation. Food manufacturers producing products with allergen cross-contamination risks must ensure that the packaging line can be cleaned between runs of different products. UBL’s line design accommodates cleaning access to all product-contact-adjacent surfaces and provides documentation of the cleaning procedures for each machine in the line.
The third factor is cold-room integration. Frozen food manufacturers operating packaging lines in refrigerated environments need machines that perform reliably at low temperatures. UBL machines are designed for cold-room operation with stainless-steel construction that resists condensation and sensors that operate accurately at sub-zero temperatures. The line layout for cold-room installations includes elevated infeed and outfeed positions that allow the conveyor connections to pass through temperature-controlled walls between the cold room and the ambient staging area.
Selecting the Right Line Configuration
The configuration of an automated food packaging line depends on the product type, the volume, and the facility layout. UBL offers three standard line configurations that cover the majority of food manufacturing applications. The compact line configuration is designed for facilities with limited floor space and includes a folding machine directly connected to a cartoning machine with a short conveyor transfer. This configuration handles 30 to 40 cartons per minute and requires approximately 20 square meters of floor space.
The standard line configuration adds a product infeed accumulation system and a case-packing station to the compact configuration. This configuration handles 40 to 60 cartons per minute and requires approximately 35 square meters. The high-speed line configuration uses a high-speed cartoning machine and an automatic case packer to achieve 60 to 120 cartons per minute. This configuration requires approximately 50 square meters and is designed for facilities producing more than 30,000 cartons per day across two shifts.
UBL’s pre-sale technical review includes a line configuration recommendation based on the customer product format, output requirements, and available floor space. The recommendation includes a line layout drawing, a speed analysis showing the throughput of each station, and a labor comparison showing the operator requirements before and after automation.
Training and Ongoing Support for Automated Lines
The transition from a manual to an automated packaging line requires operator training on each machine in the line. UBL provides on-site training during the commissioning phase, with each machine receiving a two-hour training session covering HMI operation, infeed and outfeed procedures, routine maintenance, and troubleshooting for common issues. The training is conducted on the actual machines in the customer facility, using the customer product and carton blanks.
Most operators are running the line independently within two to three production shifts after training. UBL supports the line with a one-year warranty covering parts and service for each machine, plus four-hour remote response support for issues that cannot be resolved through on-site troubleshooting. For facilities that prefer proactive maintenance, UBL offers an extended service agreement that includes quarterly preventive maintenance visits and priority response times for service calls.
Conclusion: The Case for Full-Line Automation
The decision to upgrade a manual food packaging line to full automation is driven by the same forces that drive every manufacturing investment: the need to reduce cost, increase output, and improve quality consistency. A fully automated line addresses all three objectives simultaneously by replacing manual labor at every station with consistent mechanical operation, increasing throughput by eliminating the slowdowns and interruptions that manual stations experience, and producing sealed cartons whose quality is identical from the first carton of the shift to the last.
For food manufacturers who are currently operating manual or semi-automated packaging lines, the path to full automation starts with a product and carton format review that identifies the right machine configuration for each station. The machines can be added one at a time as budget allows, with each machine delivering immediate labor savings and quality improvements at the station it automates. The full line, when all stations are automated, delivers the maximum return and positions the facility to scale production without proportionally increasing its packaging labor cost.
Why a Food Packaging Line Upgrade Delivers Faster Payback
A food packaging line upgrade to full automation delivers faster payback than automating individual stations because the labor savings compound across every station. When a folding machine replaces four manual box folders, the saving is four workers. When a cartoning machine replaces three manual loaders and closers, the saving is three workers. When a case packer replaces two manual box packers, the saving is two workers. When all three machines are installed together, the total saving is nine workers. The combined labor saving from a full food packaging line upgrade is larger than the sum of the individual station savings because the automated transfer between machines eliminates the workers who were previously needed to move product from one station to the next.
For food manufacturers who evaluate the ROI of a food packaging line upgrade, the calculation starts with the total labor saving and compares it to the total investment. A full line that saves nine workers across two shifts at ,000 per worker saves ,000 per year. Against a total investment of ,000 to ,000 for a medium-speed line, the payback period is 12 to 18 months. For three-shift operations or facilities in higher-labor-cost markets, the payback can be under 12 months.
Line Design Considerations for Food Safety
Food manufacturers operating under SQF, BRC, or FSSC 22000 audit frameworks have specific requirements for equipment used in food production areas. A food packaging line upgrade to automation must address these requirements at every station. The folding machine and cartoning machine must be built with stainless-steel construction and accessible surfaces for cleaning. The conveyor system must include covers and drip trays that prevent product debris from accumulating beneath the belt. The control system must include safety interlocks that stop the line when access panels are opened.
UBL machines meet food-grade sanitary design standards as standard equipment. The stainless-steel frame resists corrosion in humid production environments. The machine surfaces are smooth and free of crevices where product debris could accumulate. The electrical enclosures are sealed to prevent moisture ingress. The conveyor system includes belt scrapers that remove product residue from the belt surface during operation. These features are included in the standard machine specification and do not require additional options.
Preparing Your Facility for a Line Upgrade
The physical installation of a food packaging line upgrade requires advance preparation. The floor area must be cleared and marked for machine positions. Electrical power connections must be available at each machine position, with the required voltage and amperage specified in the machine technical data sheets. Compressed air connections must be available for machines that require pneumatic power. The facility must confirm that the floor can support the combined weight of the machines. UBL installation team provides a site preparation guide that lists all facility requirements, and the pre-installation site visit confirms that the facility is ready before the machines arrive.
The operational preparation includes training scheduling and production planning. The training schedule is coordinated with the installation schedule so that operators are trained on each machine as it is commissioned. The production plan includes a commissioning period during which the line runs at reduced speed while operators gain experience with the automated equipment. UBL recommends a commissioning period of two to three production shifts for a full line, during which the installation team remains on-site to support the operators and fine-tune the machine settings.
How a Food Packaging Line Upgrade Transforms Production Capacity
The most significant benefit of a food packaging line upgrade to full automation is not the labor saving, important as it is. The most significant benefit is the capacity increase. A manual packaging line running 12 workers produces 15,000 to 20,000 cartons per day, and its output cannot be increased without adding more workers. An automated food packaging line upgrade running 6 operators produces 25,000 to 40,000 cartons per day, and its output can be increased by running additional shifts or increasing line speed within the machine operating range. The capacity increase from a food packaging line upgrade is typically 50 to 100 percent over the manual line it replaces, without adding proportional labor cost.
This capacity increase is what enables food manufacturers to take on new customers, enter new retail channels, and grow their business without building a new facility. For food manufacturers who are capacity-constrained at the packaging stage, a food packaging line upgrade is the single most effective investment they can make.

How to Start Your Food Packaging Line Upgrade
The first step in a food packaging line upgrade is a product and carton format review. Send your product samples and carton blanks to UBL’s facility, and the engineering team runs test cycles on the relevant machine configurations. The team provides video documentation of the test results, a line layout plan showing the physical arrangement of the machines, and a documented ROI calculation based on your labor cost structure and output requirements. The evaluation is provided at no cost and does not require a purchase commitment.
Standard machine configurations for folding, cartoning, and case packing are available for next-business-day dispatch after contract signing. Custom configurations for non-standard carton dimensions or specific line integration requirements are typically available within three months of design confirmation. Installation, commissioning, on-site operator training, and a one-year warranty are included in the purchase price for every machine in the line.
To discuss your food packaging line upgrade requirements, carton format, and output targets, contact the UBL team at helen@huanlianauto.com or visit ublpackaging.com. The UBL team can provide references from food manufacturers who have completed similar upgrades and can arrange a facility visit to see an automated line running in production.